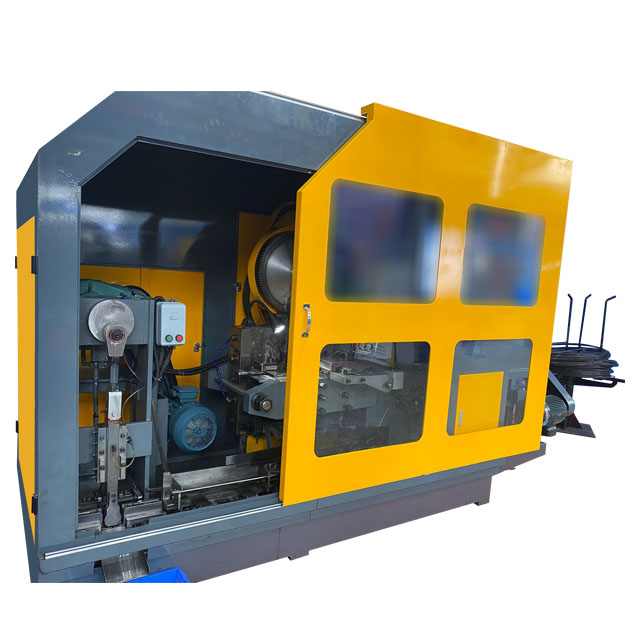





Машина для формування гайки Ronen®, надійне рішення для виробників, формує металеву порожню в фланцеву гайку. Він натискає порожній матеріал одночасно, щоб утворити внутрішні нитки фланця і гайку. Для виробників все, що вам потрібно зробити, - це завантажити сировину, встановити розміри, і він завершить процес формування - дуже впорядковуючи виробничі процеси.
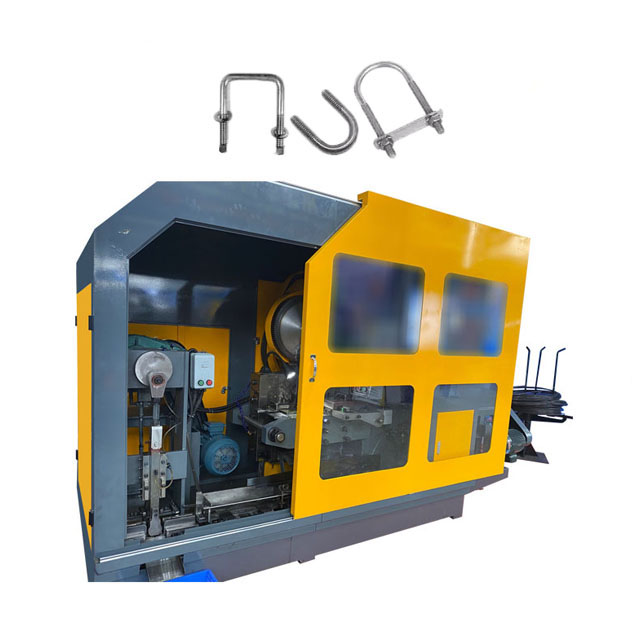
Машина для формування гайок фланця спеціально розроблена для переробки металевого дроту на гайки фланця. Машина може одночасно екструдувати як край кільця, так і шестикутну головку горіха за один раз. Наявні технічні характеристики для фланцевих гайок коливаються від M4 до M20.
Машина для формування гайок фланця - це машина з холодною екструзією, спеціально розроблена для виготовлення фланцевих гайок. Він використовує сталевий дріт, нарізає його на заготовки, а потім використовує ряд форм та ударів для виконання холодного утворення на горіхах. Цей процес утворює інтегровану фланцеву прокладку внизу гайки, і автоматично вибивають центральний отвір без необхідності нагрівання матеріалу.
Машина для формування гайки фланця починається з котушки. Машина, що розповсюджується, подає провід у механізм випрямлення, щоб усунути будь -які вигини. Потім машина з точним різанням розрізає випрямлений дріт на пробіли певної довжини. Об'єм порожнього є вирішальним, оскільки він повинен містити достатню кількість металу, щоб утворити шестикутне тіло горіха та ширшу частину фланця.
Ключовим етапом роботи машини є утворення фланця. Панч притискає порожню в порожнину форми, яка ширша, ніж шестикутна секція. Це змушує метал радіально рухатися назовні, утворюючи плоску кругову поверхню підшипника на дні гайки. Діаметр і товщина фланця контролюються конструкцією форми.
| Специфікація | Одиниця | 11b | 14b | 17b | 19b | 24b | 27b | 30b | 33b | 36b | 41b |
| Кування | N0. | 6s/7s | 6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
| Максимум відключення Діа | мм | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Довжина вибору | мм | 20/30/40 | 20/30/40 | 24/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Помирає крок | мм | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Кування сили | Тонна | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Розмір виробництва |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Випуск | Мін/ПК | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Головний двигун | HP | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Змащування двигуна | HP | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Мастило | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Блок | Тонна | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
Особливістю машини для формування гайки фланця є її геніальна конструкція форми. У формі є спеціально розроблені канавки, що відповідають краю фланця, що дозволяє точно контролювати товщину та діаметр краю фланця під час процесу екструзії. Силу екструзії машини можна регулювати, подача стабільна, а похибка в довжині різання дроту невелика.