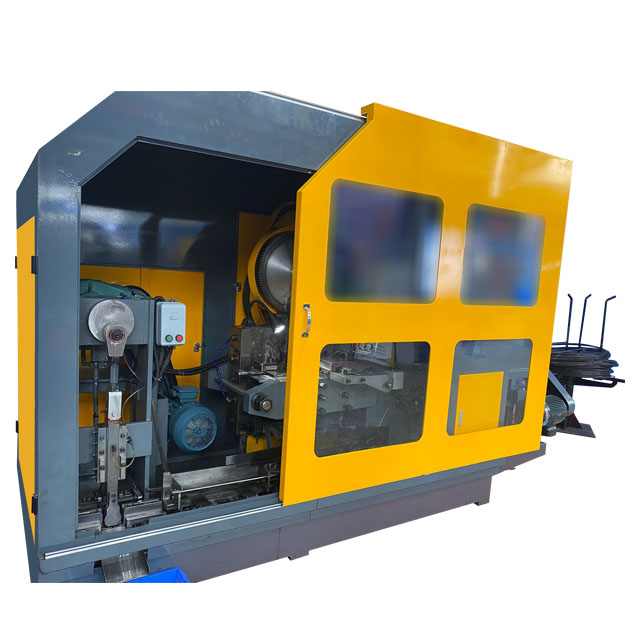
Машина для виготовлення заклепки спеціально розроблена для виготовлення різних типів заклепок. Спочатку металевий дріт подається в машину, яку потім розрізають на невеликі ділянки фіксованої довжини. Далі він натискається через форму, щоб сформувати один або обидва кінці дроту у форму голови заклепки.
Машина для виготовлення заклепки спеціально розроблена для виготовлення різних типів заклепок. Спочатку металевий дріт подається в машину, яку потім розрізають на невеликі ділянки фіксованої довжини. Далі він натискається через форму, щоб сформувати один або обидва кінці дроту у форму голови заклепки.
Параметр продукту (специфікація)
| Модель |
Одиниця |
WH-NF 11b-6s |
WH-NF 14b-6s |
WH-NF 19b-6s |
WH-NF 24B-6 |
WH-NF 33b-6s |
WH-NF 41b-6s |
| Кування |
Ні. |
6 | 6 | 6 | 6 | 6 | 6 |
| Поперек квартир горіхів |
мм |
5.5-12.7 |
10-17 |
14-22 |
17-26 |
24-33 | 30-41 |
| Відповідний шістнадцятковий горіх |
З |
M3-M6 |
M6-M10 |
M8-M14 |
M10-M18 |
M16-M22 |
M20-M27 |
| Відріжок Діа |
мм |
11 | 16 | 19 | 24 | 31 | 40 |
| Помирає крок |
мм |
50 | 60 | 80 | 100 | 140 | 165 |
| Кування сили |
Тонна |
60 | 90 | 135 | 230 | 360 | 450 |
| Головний двигун |
HP |
15 | 20 | 50 | 75 | 150 | 200 |
| Змащування двигуна |
HP |
1.5 | 1.5 | 1,5 3 | 1,5 3 | 3 | 3 |
| Встановлена кількість |
Встановити |
(1) |
(2) |
(1) (1) |
(1) (1) |
(2) |
(2) |
| Мастило |
L | 700 | 1000 | 1200 | 1700 | 1900 | 2200 |
| Блок |
Тонна |
4.5 | 8 | 14 | 25 | 45 | 72 |
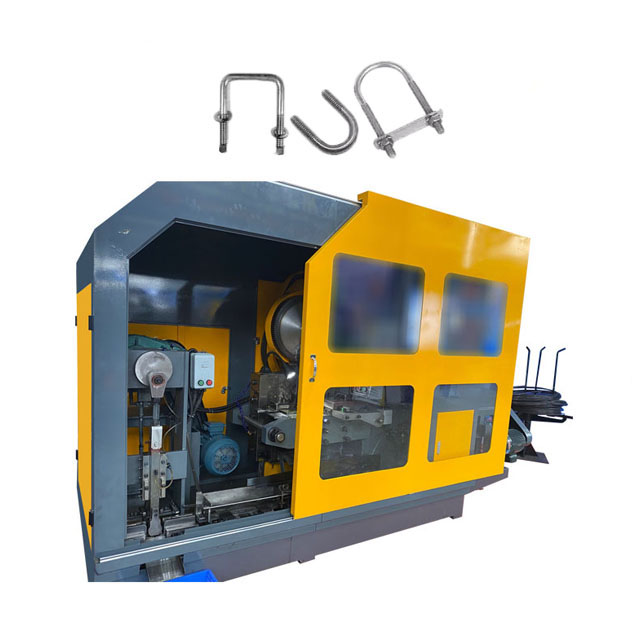
Особливості машини для виготовлення заклепки досить очевидні. Заміна цвілі дуже зручна. Щоб зробити різні форми заклепки, просто змініть набір форми. Наприклад, від круглих голови до плоских голов. Сила удару цієї машини достатня. Незалежно від того, чи це алюміній, мідні або залізні матеріали, він може виражати звичайні головки без будь -яких розтріскувань чи деформацій.

Деталі товару
Машина для виготовлення заклепки в основному використовує процес холодного заголовка для перетворення дроту на тверді заклепки. Цей процес передбачає подачу дроту, випрямлення його, розрізання його на точні заготовки, а потім формування голови заклепки. Машина використовує високий тиск, використовуючи удар для екструдування та вирізання одного кінця порожнини в порожнині форми. Процес холодного заголовка змушує метал змикатися, тим самим утворюючи характерну форму голови заклепки без необхідності нагрівання матеріалу.
Машина спочатку подає дротяний стрижень (зазвичай виготовлений зі сталі, алюмінію або мідного сплаву) у механізм випрямлення для усунення будь -яких вигинів. Потім машина з точного стрижки розрізає випрямлений дріт на заготовки конкретної довжини. Ці заготовки рівномірного розміру є сировиною перед входом у секцію холодного заголовка (для формування голови заклепки), і вони мають вирішальне значення.
Багато машин для виготовлення заклепки оснащені станцією обрізки відразу після процесу засмучення. Цей крок може зняти невеликі задишки або гострі краї, утворені на краю нової головки заклепки (зайвий метал вичавився між ударом і штампом). Обрізка гарантує, що головка заклепки має чіткий контур та послідовний діаметр, що має вирішальне значення для правильної установки та зовнішності.