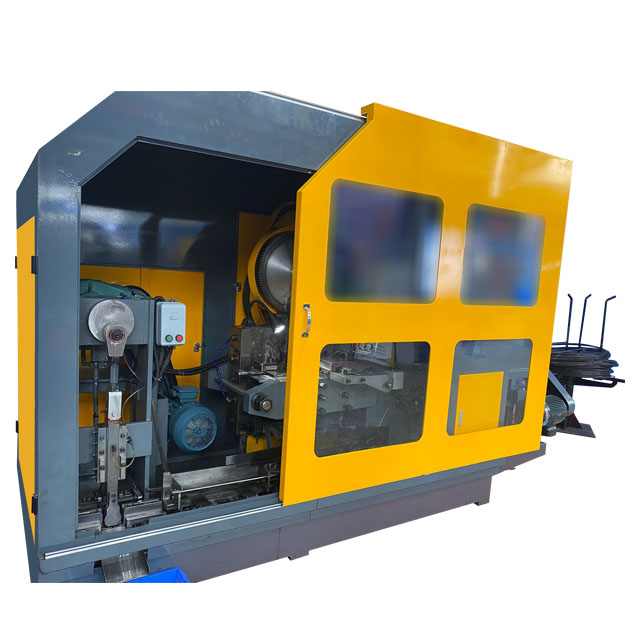
Машина для заголовка гвинта, вироблена фабрикою Ronen®, легко встановити. Просто розпакуйте його, підключіть джерело живлення, і ви можете почати створювати гвинти. Коли вам потрібно виготовити гвинти різних розмірів, він може швидко перемикатися. Не потрібно довго чекати, щоб регулювати налаштування.
Гвинтова машина - це пристрій, спеціально розроблений для формування головки гвинтів. На машині є кілька робочих станцій. Деякі несуть відповідальність за годування матеріалу, деякі за різання, деякі за формування головки, і нарешті виробляються гвинтові головки.
| Модель |
X15-30г |
X15-37g |
X15-50g |
X15-63g |
X15-76g |
X15-100g |
Z32G-51 |
|
Головний двигун KW (4HP) |
3 | 3 | 3 | 3 | 3 | 3 | 5.5 |
|
Діаметр (мм) |
2,3-5 | 2,3-5 |
2,3-5 |
2,3-5 |
2,3-5 |
2,3-5 |
2,3-5 |
|
Довжина (мм) |
6-30 | 6-37 | 6-50 | 6-63 | 6-76 | 6-100 | Макс.15 |
| Головна штамп (мм) |
F34.5 * 50 |
F34.5 * 55 |
F34.5 * 67 |
F34.5 * 80 |
F34.5 * 100 |
F34.5 * 115 |
|
|
1Stpunch (мм) |
F31*73 |
F31*73 |
F31*73 |
F31*73 |
F31*73 |
F31*73 |
|
|
2 -й (мм) |
F31*73 |
F31*73 |
F31*73 |
F31*73 |
F31*73 |
F31*73 |
|
|
Різання штампу (мм) |
F19*35 |
F19*35 |
F19*35 |
F19*35 |
F19*35 |
F19*35 |
|
|
Різець (мм) |
10*32-63 |
10*32-63 |
10*32-63 |
10*32-63 |
10*32-63 |
10*32-63 |
|
|
Швидкість (ПК/хв.) |
260-300 |
190-215 |
180-195 |
130-150 |
120-135 |
85-100 |
Макс.800 регульований |
| Вага (кг) |
2300 |
2300 |
2300 |
2300 |
2300 |
2300 |
4200 |
Машина для заголовка гвинта - це холодний куванням прес, спеціально розроблений для формування головки гвинтів. Він використовує розрізаний дріт (сировина), подає його в кування на куванням по черзі, і застосовує високий тиск до одного кінця сировини для засмучення. Цей процес холодного формування не потребує різання матеріалу і може сформувати метал у різні форми головки гвинта.
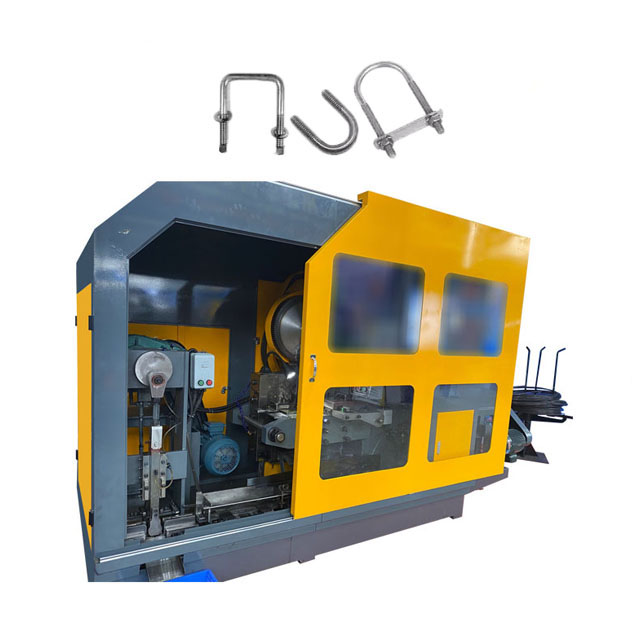
Всередині машини для обробки головки гвинта вирізані заготовки переносяться на першу станцію штампу. Потужна оперативна пам’ять приводить штамп, який вражає кінець порожнього, змушуючи метал стікати у форму, визначену порожниною штампу. Для складних голов, порожній може пройти через кілька станцій (наприклад, подвійний штамп, потрійна штамп тощо), при цьому кожна станція виконувала поступовий крок формування для досягнення кінцевої геометрії головки.
Гвинтова версія в основному покладається на взаємозамінні форми та удари. Кожен конкретний тип і розмір головки гвинта вимагає набору відповідних світильників. Перехід від створення одного типу головки гвинта до іншої вимагає зупинки машини, зняття існуючих світильників, встановлення нових форм та ударів та регулювання налаштувань, таких як довжина годування та сила ходу тощо

Сила удару гвинтової вершинної машини сильна, яка може притиснути жорсткий дріт у звичайну форму голови. Заміна цвілі зручна. Щоб зробити різну форму голови, просто змініть набір форми. Наприклад, від круглої голови до шестикутної голови. Машина працює стабільно і навряд чи буде несправністю навіть після постійної роботи протягом декількох годин. Навіть якщо є незначні проблеми, ремонт також простий.