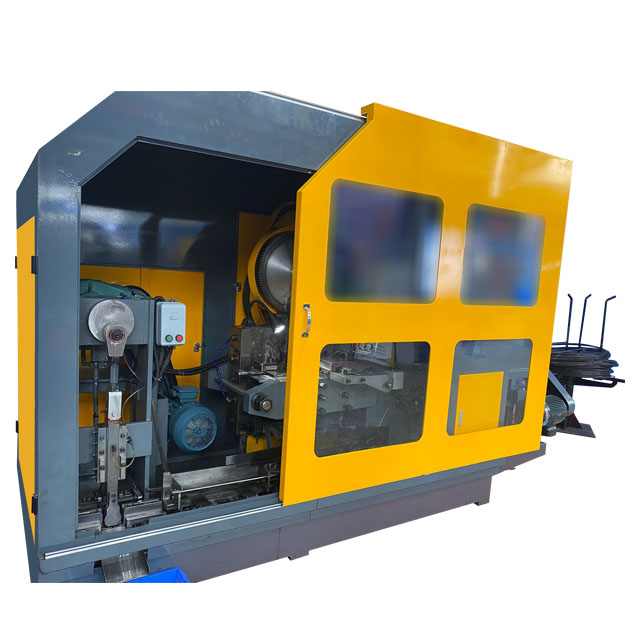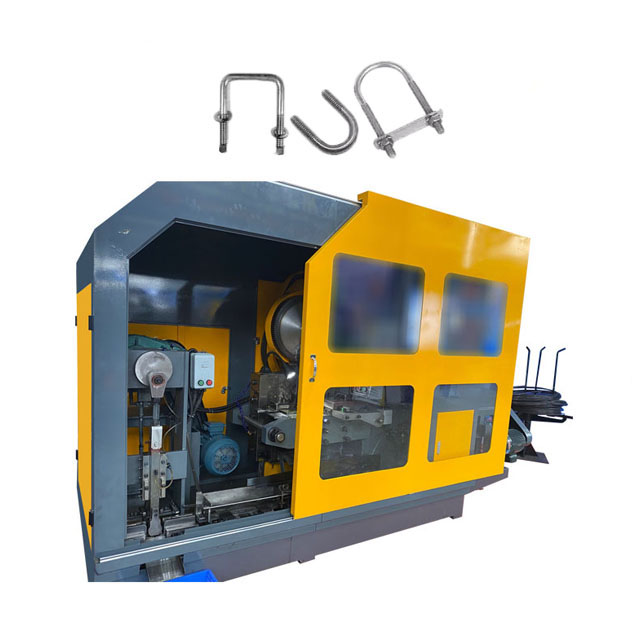



Постачальник Ronen® надає формувач болтів із 4 станціями 4 Die 4 Station Bolt Former, який формує заготовку болта в чотири етапи: на першому етапі обрізають дріт, на другому етапі розтягують заготовку, на третьому етапі формують головку болта, а на четвертому етапі обрізають зайві частини. Немає необхідності переміщати сировину.
Формувальник болтів із 4 штампами та 4 станціями використовує чотири окремі станції та відповідні форми для холодного штампування металевого дроту в заготовки болтів. Він виготовляє болти шляхом проштовхування металу через чотири етапи формування. Металевий дріт входить з одного кінця, розрізається, а потім проходить через кожну робочу станцію.
Помістіть рулон дроту в форму для болта, і процес формування можна починати. Машина автоматично відрізає відрізок дроту та подає його на чотири станції. При кожній зупинці інструмент тисне на метал, змінюючи його форму та перетворюючи простий дріт на складний болт.
Формувальник болтів із 4 матрицями та 4 станціями використовує процес холодного кування, що дозволяє формувати метал без необхідності нагрівання. Оскільки внутрішня структура металу стискається та змінюється, це призводить до більш міцного кінцевого продукту. Виготовлені таким чином кріплення надзвичайно міцні та довговічні.
Одним із ключових компонентів затвора є передавальний палець. Цей компонент збирає незавершені болти та точно переміщує їх з однієї станції на іншу. Якщо цей механізм не вирівняно належним чином, болти не будуть сформовані належним чином. Перебіг його процесу є прогресивним. Перша станція може почати формування головки, наступна станція завершує формування головки, інша станція обробляє кінчик, а остання станція починає обробку ниток.
| Модель | одиниця | РНБП-65С | РНБП-85С | РНБП-105С | РНБП-135Л | РНБП-135Л | РНБП-135ЛЛ | РНБП-165С |
| Ковальська станція | НІ | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Сила кування | кгс | 45.000 | 80.000 | 90.000 | 90.000 | 130.000 | 135.000 | 220.000 |
| Діаметр макс | мм | Ø8 | Ø10 |
Ø15 |
Ø15 |
Ø16 |
Ø16 |
Ø23 |
| Максимальна довжина зрізу | мм | 105 | 115 | 135 | 185 | 190 | 265 | 190 |
| Швидкість виходу | шт/хв | 100-160 | 90-145 | 85-130 | 70-120 | 60-100 | 40-70 | 55-95 |
| P.K.O. Інсульт | мм | 45 | 25 | 35 | 40 | 45 | 60 | 45 |
| К.О. Інсульт | мм | 90 | 92 | 118 | 160 | 175 | 225 | 178 |
| Головний хід штока | мм | 136 | 160 | 190 | 262 | 270 | 380 | 274 |
| Потужність основного двигуна | кВт | 15 | 22 | 30 | 30 | 37 | 45 | 55 |
| Габарит затемнений. відрізаної матриці | мм | Ø30х45л | Ø50х50л |
Ø45x59л |
Ø45x59л |
Ø63x69л |
Ø58x69л |
Ø75х100л |
| Габарит затемнений. штампа пуансона | мм | Ø40х90л |
Ø45х125л |
Ø53х115л |
Ø53х115л |
Ø60х130л |
Ø60х229л |
Ø75х185л |
| Габарит затемнений. основної матриці | мм | Ø50х110л |
Ø60х130л |
Ø75х135л |
Ø75х185л |
Ø86x190л |
Ø86х305л |
Ø108х200л |
| Смола плашки | мм | 60 | 80 | 90 | 94 | 110 | 110 | 129 |
| прибл. вага | тонна | 10 | 17 | 20 | 24 | 31 | 38 | 52 |
| Діаметр відповідного болта | мм | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 10-16 |
| Довжина хвостовика заготовки | мм | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 | 20-160 |
| Габарит затемнений | мм | 5500*3300*2400 | 6500*3500*2500 | 7400*3700*2800 | 9000*3800*2900 | 10000*4000*2900 | 11800*4100*3200 | 12600*5100*2800 |

Особливістю форми для формування болтів 4 Die 4 Station є те, що робочі станції добре скоординовані, а заміна форми відбувається швидко. Рухи чотирьох робочих станцій точно координуються механічним зв’язком. Коли попередня робоча станція завершує обробку, заготовка автоматично переходить до наступної без будь-якого зміщення або зупинки.
 3 матриці 3 під болтовою частиною Машина холодної висадки
3 матриці 3 під болтовою частиною Машина холодної висадки Машина холодного кування з 4 матрицями та 4 під болтами
Машина холодного кування з 4 матрицями та 4 під болтами 5 матриць 5 під болтом. Машина холодного формування
5 матриць 5 під болтом. Машина холодного формування Виробництво болтів
Виробництво болтів Машина для формування болтів з 3 станціями холодного кування
Машина для формування болтів з 3 станціями холодного кування Машина для формування болтів з 7 станціями холодного кування
Машина для формування болтів з 7 станціями холодного кування