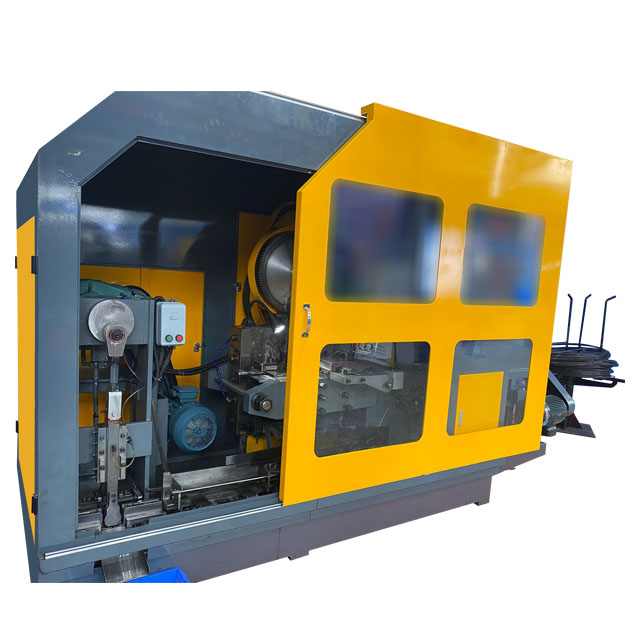



Ronen® – ключовий постачальник – 5-позиційна машина для формування болтів холодного кування формує заготовки болтів за п’ятьма етапами холодної обробки: різання дроту, осадка, формування головки, обрізка та шліфування валу. Просто вставте дріт у машину подачі, налаштуйте її, і вона запрацює автоматично.
Машина для формування болтів із 5 станціями холодного кування перетворює металевий дріт у заготовки болтів за допомогою п’яти послідовних станцій холодної екструзії. Виготовили заготовку затвора з головкою та хвостовиком. Потім це можна використовувати для наступних операцій потоків.
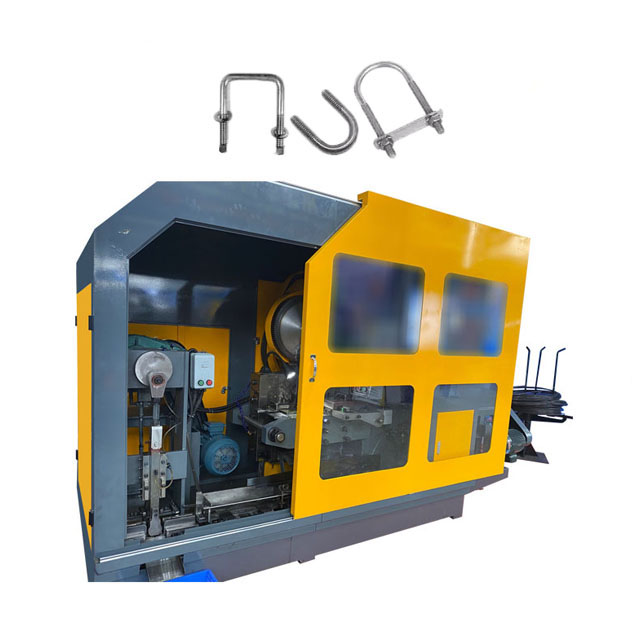
The five stations of the Bolt Former Machine have clearly defined tasks: Station 1 cuts the wire and presses out small protrusions (the initial shape of the head); Станція 2 попередньо напружує голову, щоб зробити форму чіткішою; Станція 3 обробляє стрижневу частину (наприклад, видавлювання редуктора або ступенів); Станція 4 дрібно припрасовує деталі голови; Станція 5 завершує формування стрижневої частини та головки. Весь процес не вимагає нагріву; здійснюється безпосередньо в холодному стані.
Машина може формувати металевий дріт без необхідності нагрівання. The automated equipment first pulls out the metal wire, cuts it into specific lengths as needed, and then transports it to five different processing stations in sequence. Кожна станція виконує певні операції, такі як формування головки або вставляння стрижневої частини, зрештою формуючи болт.
Обслуговування 5-позиційної машини для формування болтів холодного кування полягає в механізмі транспортування та формах. The mechanism for moving the bolt blanks between stations needs to be kept precise, and the wear condition of the forging molds must be checked to ensure that the bolts meet the specifications.
The feature of the Cold Forging 5-Station Bolt Former Machine is that it has comprehensive station functions and is highly adaptable to different materials. Позиція 1-2 призначена для головки труби, а позиція 3-5 - для тіла труби. Він може працювати з гвинтами від простих круглих головок до болтів зі сходинками. Тиск, що прикладається до кожної робочої станції, можна регулювати незалежно, і це не призведе до тріщини дроту.
| Модель | одиниця | РНБП-65С | РНБП-85С |
РНБП-105С |
РНБП-135Л |
РНБП-135Л |
РНБП-135ЛЛ |
РНБП-165С |
| Ковальська станція | НІ | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Сила кування | кгс | 45.000 | 80.000 | 90.000 | 90.000 | 130.000 | 135.000 | 220.000 |
| Діаметр макс | мм | Ø8 | Ø10 |
Ø15 |
Ø15 |
Ø16 |
Ø16 |
Ø23 |
| Максимальна довжина зрізу | мм | 105 | 115 | 135 | 185 | 195 | 265 | 190 |
| Швидкість виходу | шт/хв | 100-160 | 90-145 | 85-130 | 70-120 | 60-100 | 40-70 | 55-95 |
| Р.К.О. Інсульт | мм | 45 | 25 | 35 | 40 | 45 | 60 | 45 |
| К.О. Інсульт | мм | 90 | 92 | 118 | 160 | 175 | 225 | 178 |
| Головний хід штока | мм | 136 | 160 | 190 | 262 | 270 | 380 | 274 |
| Потужність основного двигуна | кВт | 15 | 22 | 30 | 30 | 37 | 45 | 55 |
| Габарит затемнений. відрізаної матриці | мм | Ø30х45л | Ø50х50л |
Ø45x59л |
Ø45x59л |
Ø63x69л |
Ø58x69л |
Ø75х100л |
| Габарит затемнений. штампа пуансона | мм | Ø40х90л |
Ø45х125л |
Ø53х115л |
Ø53х115л |
Ø60х30л |
Ø60x229л |
Ø75х185л |
| Габарит затемнений. основної матриці | мм | Ø50х110л |
Ø60х130л |
Ø75х135л |
Ø75х185К |
Ø86x190л |
Ø86х305л |
Ø108х200л |
| Смола плашки | мм | 60 | 80 | 90 | 94 | 110 | 110 | 129 |
| прибл. вага | тонна | 10 | 17 | 20 | 24 | 31 | 38 | 52 |
| Діаметр відповідного болта | мм | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 10-16 |
| Довжина хвостовика заготовки | мм | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 | 20-160 |
| Габарит затемнений | мм | 5500*3300*2400 | 6500*3500*2500 | 7400*3700*2800 | 9000*3800*2900 | 10000*4000*2900 | 11800*4100*3200 | 12600*5100*2800 |

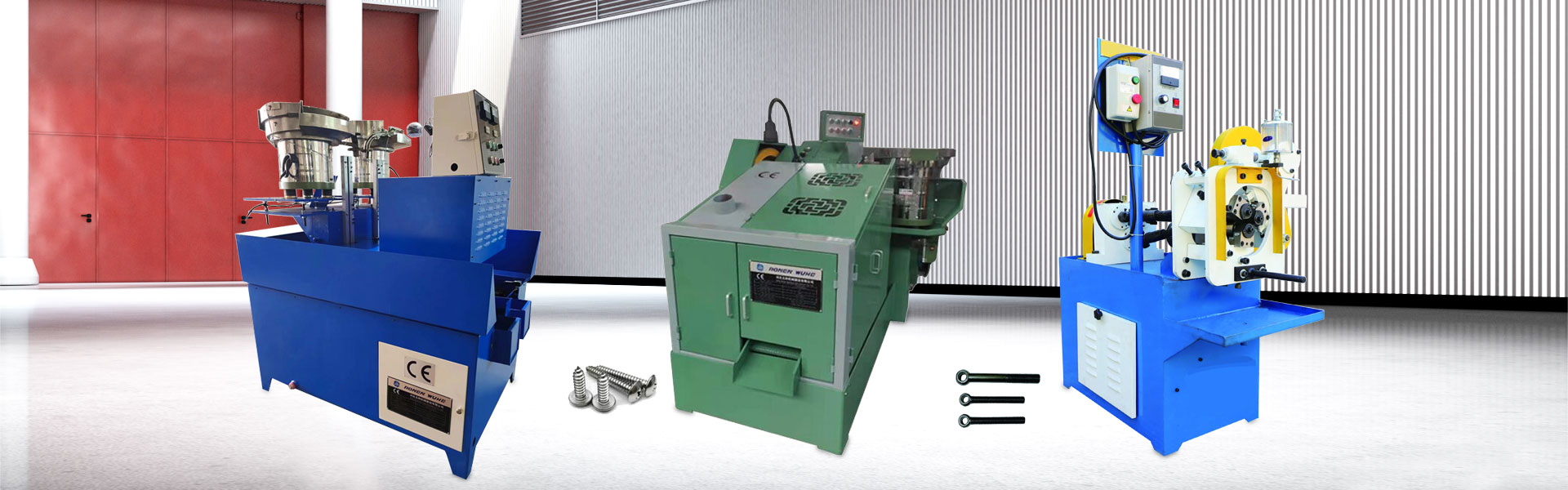
 3 матриці 3 під болтовою частиною Машина холодної висадки
3 матриці 3 під болтовою частиною Машина холодної висадки Машина холодного кування з 4 матрицями та 4 під болтами
Машина холодного кування з 4 матрицями та 4 під болтами 5 матриць 5 під болтом. Машина холодного формування
5 матриць 5 під болтом. Машина холодного формування Виробництво болтів
Виробництво болтів Машина для формування болтів з 3 станціями холодного кування
Машина для формування болтів з 3 станціями холодного кування Машина для формування болтів з 7 станціями холодного кування
Машина для формування болтів з 7 станціями холодного кування